Project Scope:
Fully Automated Assembly Machine and Control System
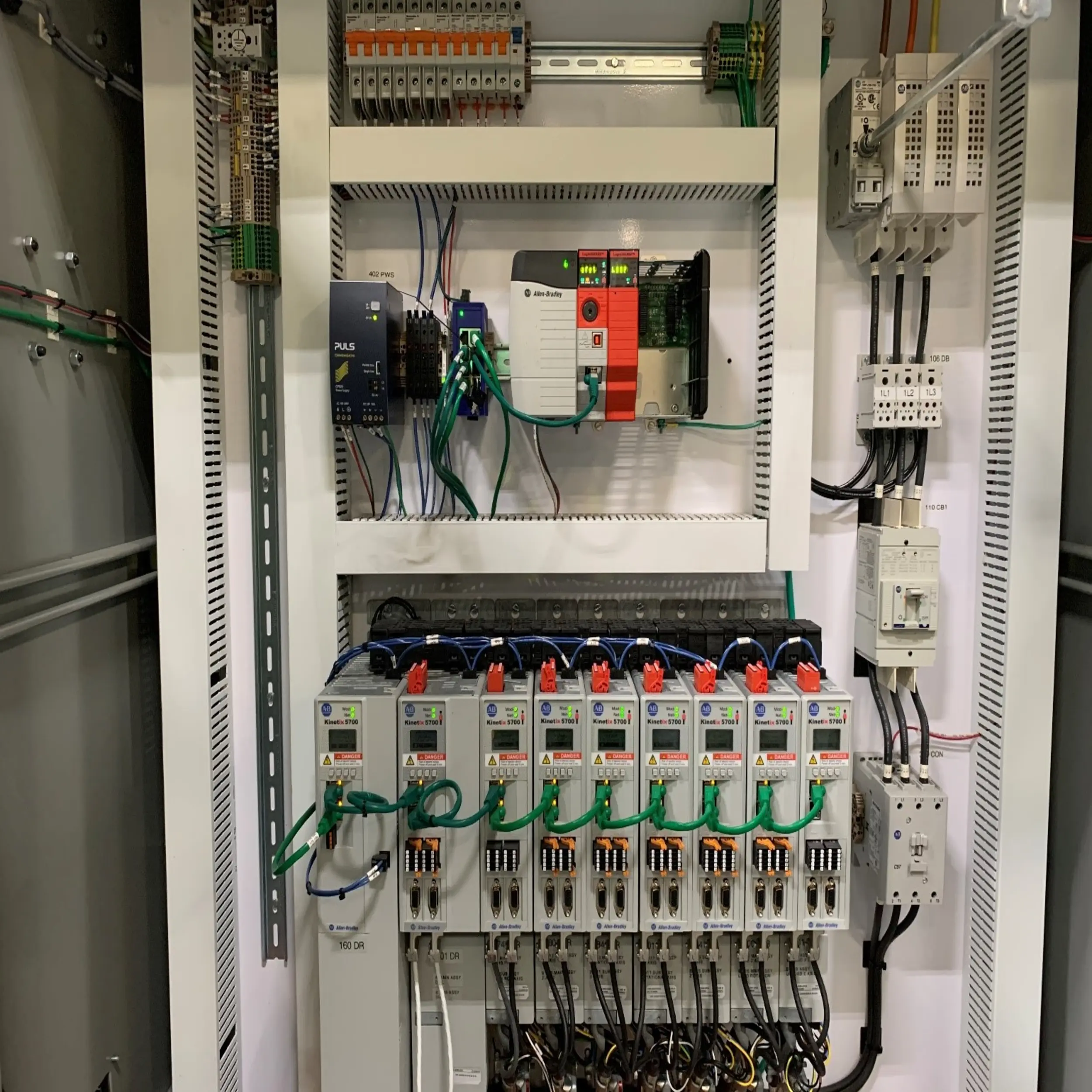
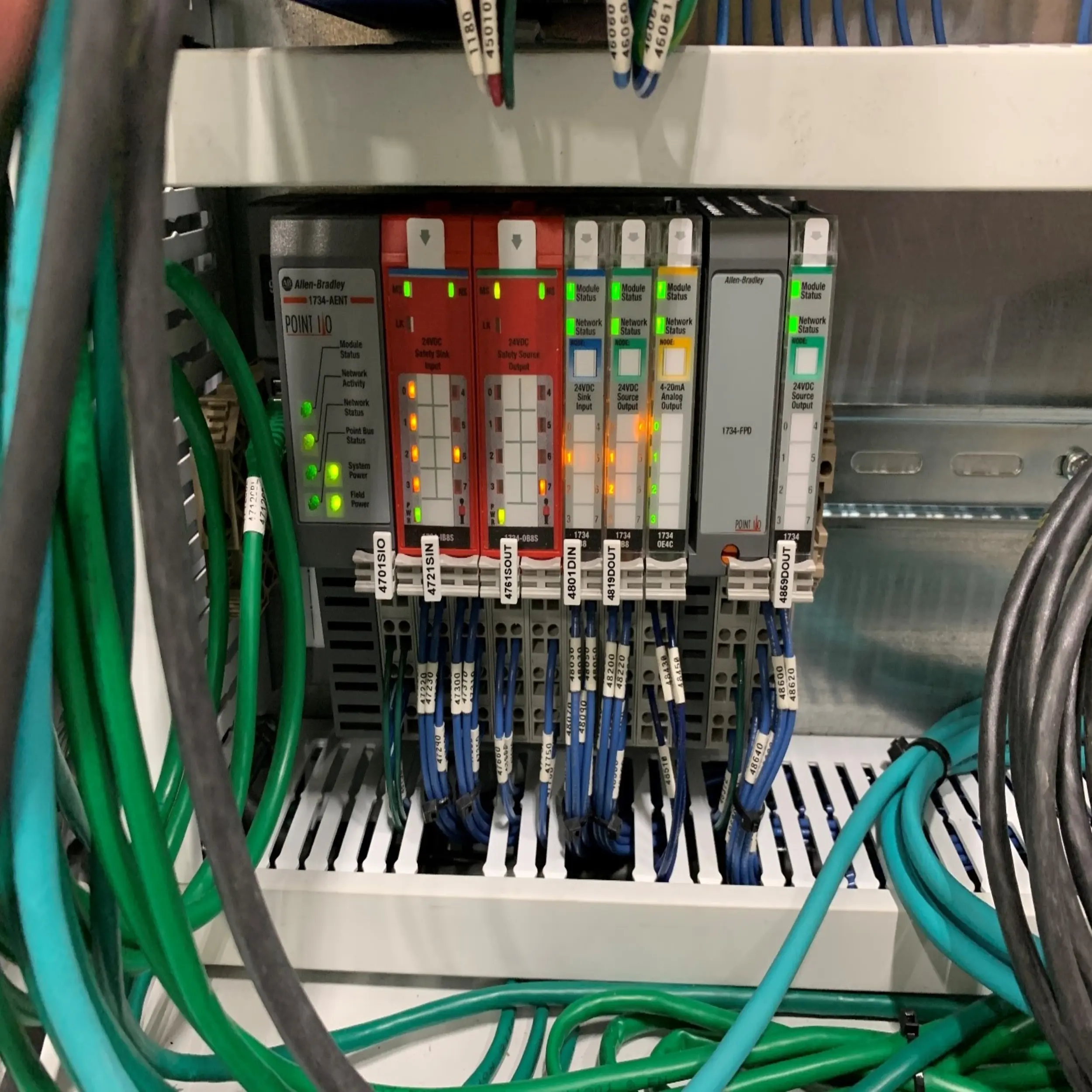
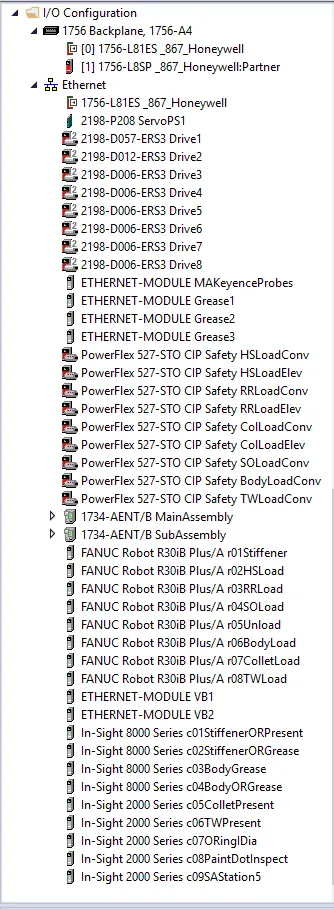
SDC designed and developed an automated assembly machine that consisted of two servo indexing chassis’, surrounded by multiple SDC Flex Feeders and Vibratory Bowl Feeders. The numerous machine frames required a control system solution that was highly distributed and provided an easy method for machine tear down, rebuild, and startup.
FANUC robotic integration with safety over Ethernet option
Cognex Machine vision inspection system
Automatic part handling and assembly
Part date code marking
Vibratory bowl feeders
SDC Flex Feeders
Servo indexing chassis
Allen Bradley PanelView 5510 HMI
Allen Bradley PowerFlex 527 variable frequency drives with safety over Ethernet
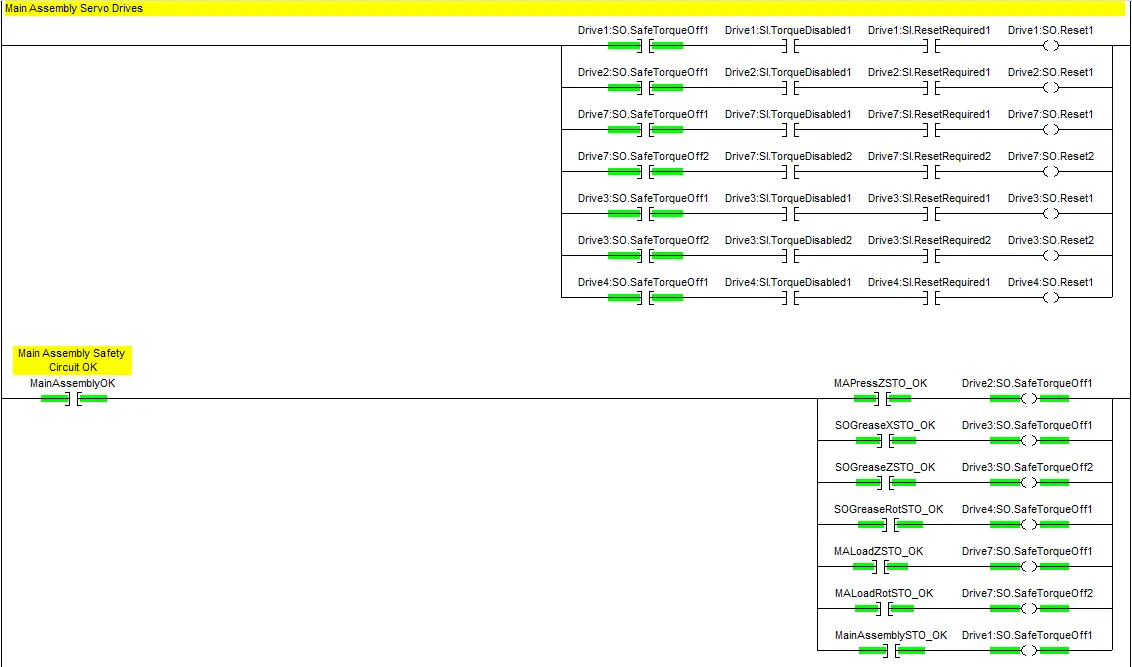
Allen Bradley Kinetix 5700 servo drives with safety over Ethernet
Keyence GT series probes
Servo-driven greasing station
Puck handling conveyor system
Ethernet IP communication
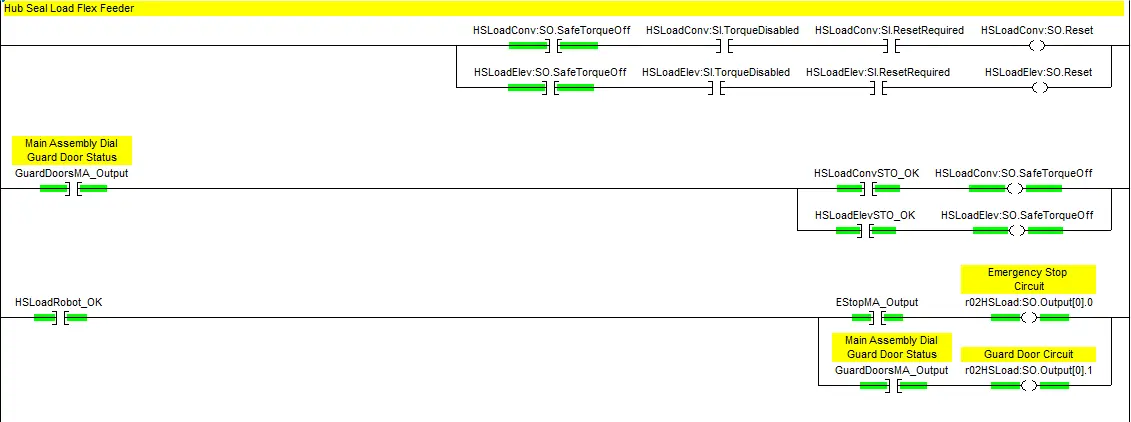
Allen Bradley Guard Logix PLC
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The Solution:
SDC designed and developed a machine and control system that successfully automated the assembly of a coupling used in the natural gas industry. The experts at SDC integrated two servo indexing chassis’ that were connected by a puck handling conveyor system and surrounded by multiple SDC Flex Feeders and Vibratory Bowl Feeders. One of the indexing chassis’ built the subassembly, while the other built the main assembly. A servo-driven press station on the main assembly chassis mated the two assemblies together to create the finished part.
First, a FANUC robot picks a stiffener from a feeder bowl and places it onto a chassis fixture. A Keyence probe is used to verify that the correct stiffener was picked. Then, a FANUC robot picks a hub seal off of an SDC Flex Feeder and places it on top of the stiffener. A pneumatic cylinder presses the hub seal down on the stiffener. A Keyence probe is used to confirm that the hub seal is the proper depth.
Next, a FANUC robot picks a retaining ring off of an SDC Flex Feeder and places it on top of the hub seal. Then, a FANUC robot picks a stiffener O-ring off of an SDC Vibratory Bowl Feeder and places it precisely in the stiffener O-ring groove. A Cognex machine vision system is used to verify that both the retaining ring and the stiffener O-ring are present.
A servo-driven greasing station is used to apply grease to the stiffener O-ring using three axes (X, Z, and rotational) of servo motion. A GP Reeves system is used as the grease dispensing platform. A Cognex machine vision system is used to verify that the grease was properly applied.
Meanwhile, as the main assembly is being built, a subassembly is built simultaneously. For the subassembly, a FANUC robot picks a body off of an SDC Vibratory Bowl Feeder and places it into a chassis fixture. A laser sensor is used to verify that the body was successfully transferred into the chassis.
Then, a FANUC robot picks a collet off of an SDC Flex Feeder and places it into the body; the placement of which is then verified by a Cognex machine vision system. A FANUC robot picks a thrust washer off of an SDC Vibratory Bowl Feeder and places it into the body on top off the collet. A Cognex machine vision is used to verify that the thrust washer was placed onto the collet.
At the servo-driven greasing station, where a GP Reeves system is used as the grease dispensing platform, grease is applied to the center of the body using three axes (X, Z, and rotational) of servo motion. A Cognex machine vision system is used to verify that the grease was properly applied.
A pneumatic cylinder is used to place a body O-ring into the body. From there, a feeder bowl is used to feed the body O-ring to the cylinder. A pneumatic cylinder with a sensor is used to verify that the body O-ring was properly placed.
Again, a servo-driven greasing station is used to apply grease to the top of the body. Then, a two-axis servo system transfers the completed subassembly into a puck. A two-axis servo system picks a completed subassembly out of a puck and transfers it onto the main assembly dial.
A servo-driven press is used to mate the subassembly onto the main assembly. A CO2 laser marks a date code on the finished part, which is verified by a Cognex camera. Once the assembly is complete, a FANUC robot picks the finished assembly off of the chassis and palletizes it in a box.
{kind=link}
{kind=link}
{kind=link}